
熱間鍛造とは
鉄を溶かすのではなく餅のように「やわらかく」して「カタチ」をつくります


















熱間鍛造 OperationProcess
熱間鍛造の工程をご紹介します
加熱(1200℃)された鉄を金型へ押し込み高速のプレスで粘性加熱をおこなう工程です
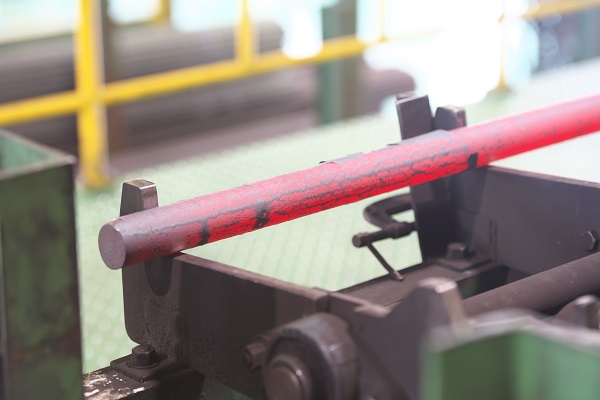
スタート
長さ6~7mのバー材(棒鋼)は自動供給されます
↓


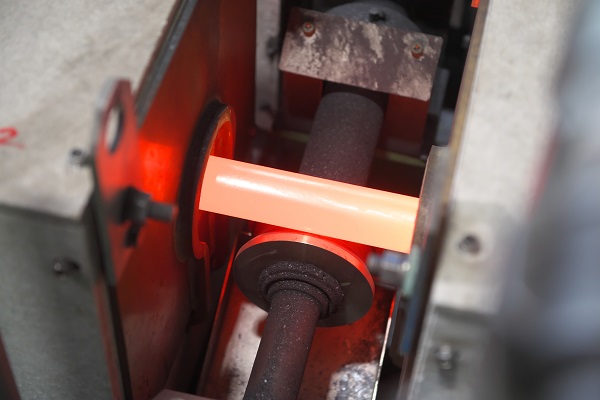
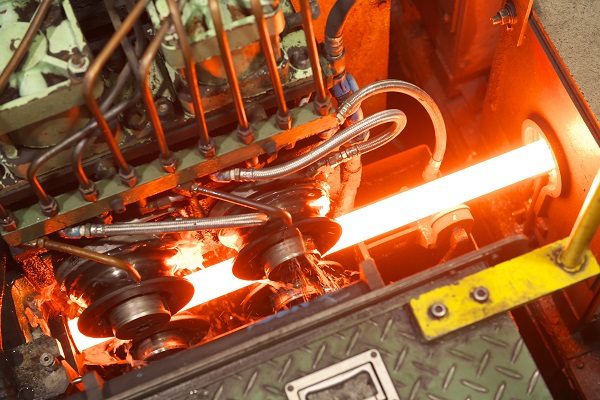
加熱
バー材(棒鋼)のまま高周波加熱装置を通過し
約1分前後で1200℃まで温度が上昇します
↓



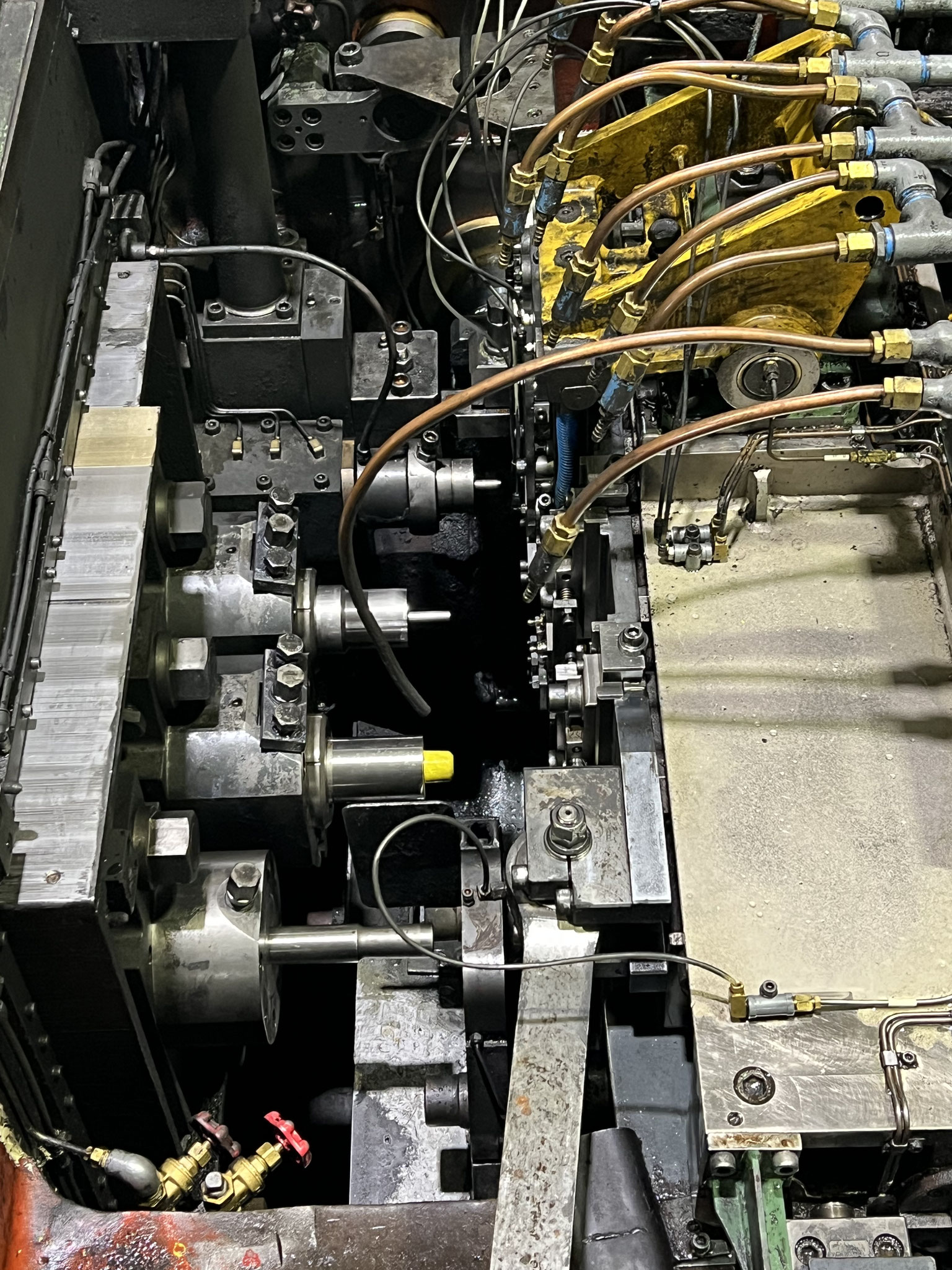
切断
加熱されたバー材(棒鋼)のまま、ホーマー内に投入し
切断されるため異物混入を起こしません
↓


据込み・成形・孔抜き
切断→据込み→成形→孔抜きが一連の工程となり、
35~125個/分の生産を可能としています
↓


完成
外観肌には酸化スケールも小さく
複雑な形状の鍛造品が完成します


熱間鍛造部品の使用用途
当社の鍛造部品は自動車を中心に様々な分野で活躍しています

車や建機・鉄道・ロボットアーム
など身近な物に使われています


タイヤの重要な部分にも熱間鍛造部品が使われています
熱間鍛造の特徴
1. 組織が緻密となり
内部欠陥なく強度にすぐれている
加熱された状態で打撃を加えることにより、内部欠陥がなくなり、金属の結晶粒が細かくなり、組織が緻密で均質になります。ダイキャスト(鋳造)のように金属を液体にしないので中にガスがたまる心配もありません

2 .引張強さ・硬さなどの機械的
性質のバラツキが少ない
引張強さ・硬さなどの機械的性質のバラツキが少ない鍛造により材料内部に製品の形状に沿った結晶組織「鍛流線(メタルフローライン)」が形成され、硬さ・引張り強度など機械的性質も高めることができます
3 .製品の最終形状に近い
棒鋼を1200℃の高温で加熱することにより素材が柔らかくなるので小さな力で自由度の高い成形が可能となります。硬さや強度が高まり、二次加工の手間を削減することに役立ちます
熱間鍛造の加熱素材
棒鋼があらかじめ切断されているビレット式と棒鋼をそのまま加熱し、フォーマーで切断する2種類に分かれています。
阪村精圧は「フォーマーで切断」する形式を採用しています。
メリットとして切断ボリュームの調整を容易にできるため、金型摩耗に対しても対応ができます。
常に寸法中央値を狙う鍛造が可能となります。
熱間鍛造と冷間圧造の違い
熱間鍛造も冷間鍛造も、金属の可塑性を利用した加工法です。
冷間鍛造とは加熱をせずに鍛造することで、冷間鍛造と熱間鍛造の違いも加熱の効果が大きく関わります。
冷間鍛造は素材を加熱しないため再結晶化で組織を緻密にすることができません。また、熱を加えないので金属は硬いままです。熱間鍛造のように複雑な部品を加工することは難しいです。
冷間鍛造が使われるのは力を集中しやすい小さな部品です。そして単純な加工について加熱の処理を省けることがメリットにみえます。しかし冷間鍛造には熱間鍛造よりも確かに優れたメリットが2つあります。それが精度の高さと表面の美しさです。熱間鍛造は比較的高い自由度を持った成形が可能なのですがどうしても冷却されるまでの間に多少の変化が起きます。そのため熱間鍛造で作った部品には表面が粗くなったり微妙にばらつきが見られたりという現象が見られます。
より硬さや強度を高めたり、複雑な形状の部品を作りたいなら熱間鍛造を、小さくコンマ数ミリ単位での精度が求められる部品を大量に製造したいなら冷間鍛造となります。両方の工法を加えることでどちらのメリットも享受できます。
阪村精圧では冷間・熱間療法の工法を加えた「いいとこどり」のコラボレーションも得意です。
熱間鍛造とダイキャスト(鋳造)との違い
ダイキャストとは鋳造の一つで、鋳造した後に圧力をかけることで短時間の製造が可能になります。ダイキャストは一度金属を液体にすることから、鍛造や切削よりも簡単に複雑な部品を作ることが可能で大きさも不問です。一般的な鋳造のイメージよりもはるかに大量生産可能な工法です。
大きな部品にも対応できるなら熱間鍛造よりもダイキャストの方が良いのでは?と思われますがダイキャストにもデメリットがあります。
それは部品の強度です。熱間鍛造は熱を加えて均一な再結晶化を促し部品の強度を高めます。ところがダイキャストは液体にしてしまうことで非常に不安定な状態となり中にガスが溜まります。それにより鋳造品に空洞ができる可能性があります。
そして鋳造であるダイキャストはメタルフローラインが形成されませんので曲げ応力に対抗できなくなります。
ダイキャストは大量かつ精度の高い大型部品を作るときに、熱間鍛造は強度が高く複雑な部品を必要とするときに使います。